| |
|
 |
|
|
|
|
|
|
|
|
|
Il
controller XC1 (eXtended Controller class 1) e’ un’apparecchiatura
potente e completa, studiata appositamente per soddisfare
varie necessita’ nel campo dell’automazione e del motion control.
XC1 fornisce, in un unico prodotto, tante funzionalita’ che
permettono di realizzare direttamente soluzioni di automazione
che altrimenti richiederebbero varie apparecchiature connesse
fra loro, con costi molto piu’ elevati, ingombro maggiore,
problemi di interfacciamento da risolvere e, in generale,
una piu’ difficoltosa gestibilita’. |
|
|
|
|
| CARATTERISTICHE
DEL CONTROLLER XC1 |
| |
-
CPU con flash memory da 32/64Kbytes, RAM
ed EEPROM a bordo
-
porta seriale RS232 e RS422/485 multidrop,
velocita’ 115200 bit/s; interfaccia Ethernet opzionale
-
display LCD da 16 caratteri per due linee,
per visualizzazione e impostazione dei parametri, visualizzazione
degli stati di funzionamento, allarmi e cosi’ via
-
tastiera di navigazione incorporata, con
i tasti su, giu’, ENTER e ESC
-
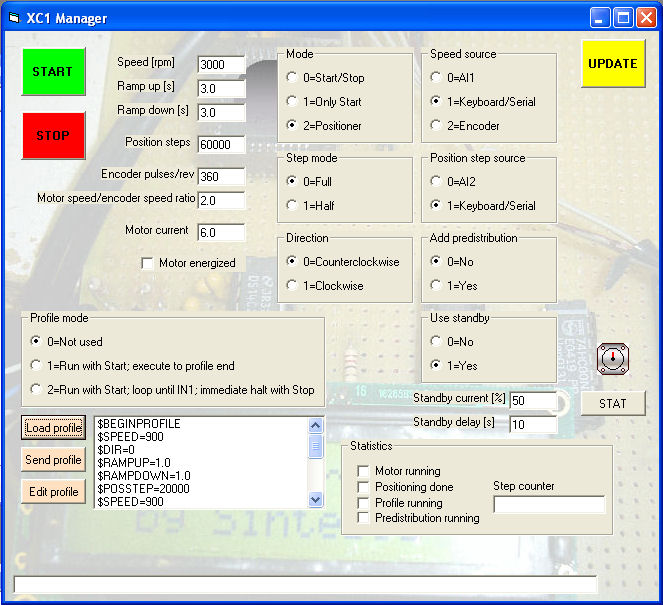
tutti i parametri e le programmazioni disponibili
da tastiera sono accessibili tramite la porta seriale; l’apposito
software XC1 Manager, fornito
in dotazione, permette inoltre il controllo totale dell’apparecchiatura,
come impostazione di parametri, avvio e arresto del motore,
programmazione del PLC a bordo, lettura dello stato di funzionamento,
lettura e forzatura di ingressi e uscite
-
PLC incorporato, programmabile in lista di
istruzioni o logica a contatti; gestione delle funzioni logiche
fondamentali, uso di timers, operazioni matematiche di base
-
12 ingressi digitali a 24Vcc PNP o NPN, a
seconda del collegamento
-
16 uscite digitali a 24Vcc 1A PNP o NPN,
a scelta
-
4 ingressi analogici a 0..10V
-
1 uscita analogica a 0..10V
-
espandibilita’ di ingressi e uscite,
con moduli aggiuntivi
-
software precaricato per l’esecuzione
delle funzioni piu’ comuni legate all’etichettatura,
come pilotaggio di un applicatore e di una stampante di etichette,
con predistribuzione, coda etichette, fine bobina, segnale di
stampa, comando Assist e cosi’ via; la funzionalita’
e’ implementata tramite il PLC a bordo, quindi puo’
essere modificata, eliminata, integrata a piacere in modo da
ottenere il funzionamento desiderato per il processo da gestire
-
alimentazione a 30Vac 250VA
-
azionamento da 4A per motore passo-passo,
completamente parametrizzato da tastiera o porta seriale, comprendente:
- modalita’ di funzionamento start/stop o posizionatore;
nel modo start/stop l’avvio e l’arresto del
motore avvengono o tramite ingressi digitali opportunamente
abilitati oppure tramite comando da porta seriale; nel modo
posizionatore l’avvio avviene o tramite un ingresso
digitale o tramite porta seriale, poi il motore esegue il
numero di passi configurato nell’apposito parametro
e quindi si ferma. L’avvio e l’arresto del motore
avvengono con le rampe configurate
- velocita’ fino a 3000 giri/min, impostabile tramite
parametro o legata ad un ingresso analogico, a cui si puo’
ad esempio collegare un potenziometro o un riferimento di
velocita’ proveniente da una linea di trasporto
- rampa di accelerazione e decelerazione separatamente configurabili,
da 0,1s all’infinito
- gestione full-step (200 passi/giro) e half-step (400 passi/giro)
- corrente impostabile da 0 a 4A, su parametro
- modalita’ standby con riduzione di corrente: tramite
la tastiera si puo’ attivare o disattivare l’uso
dello standby, configurare dopo quanto tempo lo standby
deve intervenire rispetto al termine dell’ultimo movimento
del motore, definire qual’e’ la corrente del
motore da usare in standby; lo standby permette di diminuire
il consumo di corrente a motore fermo, contribuendo cosi’
al risparmio energetico, ed inoltre diminuisce la produzione
di calore da parte del motore
- possibilita’ di definire un profilo di movimento,
composto da un certo numero di passi di profilo per ciascuno
dei quali sono configurabili velocita’, rampe, direzione,
numero di passi motore; lo start da ingresso digitale o
da porta seriale avvia l’esecuzione del profilo, che
puo’ essere eseguito solo una volta, dopo lo start,
oppure ripetuto continuamente, fino allo stop dato da ingresso
digitale o porta seriale
- disponibilita’ di un ingresso di clock esterno,
per pilotare il movimento del motore indipendentemente dal
controller
- ingresso disponibile per il collegamento di un encoder
incrementale, installato sulla linea di produzione, alla
cui velocita’ di rotazione il motore puo’ essere
sincronizzato tramite opportuna configurazione da tastiera
o porta seriale
-
L’azionamento da 4A puo’ essere
sostituito con un modello diverso, a scelta, per ottenere potenze
maggiori
|
|
|
|
|
|